Сборка и сварка монтажных соединений железобетонных конструкций
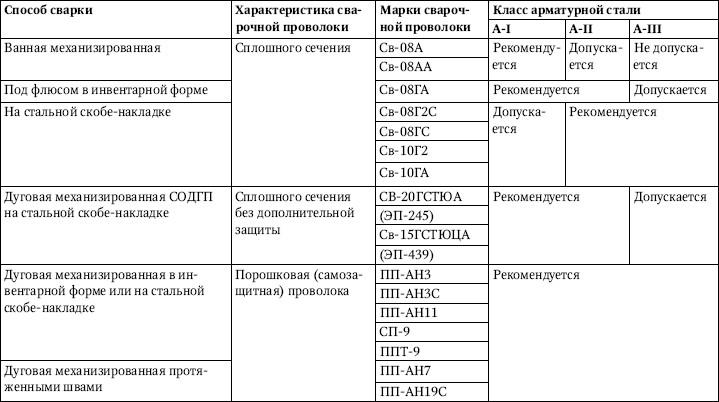
При выполнении сварки монтажных соединений арматурной стали разных классов способы сварки и сварочные материалы применяются в соответствии с табл. 3.56 и 3.57.
Ванную или дуговую механизированную сварку выпусков арматуры, плоских элементов закладных изделий между собой, отдельных стержней или стержней с плоскими элементами проката следует производить специализированными полуавтоматами или модернизированными полуавтоматами общего назначения.
Таблица 3.56. Способы сварки соединений арматурной стали
Примечание.
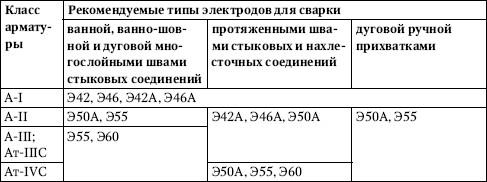
Таблица 3.57. Сварочные материалы для соединений арматурной стали
Примечание.
Для механизированных способов сварки следует использовать источники постоянного сварочного тока универсальные или с жесткой характеристикой до 500 А, для ручной дуговой сварки – источники постоянного сварочного тока универсальные или с падающей характеристикой и сварочные трансформаторы на токи до 500 А.
Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения необходимо зачищать на длине, превышающей на 10–15 мм сварной шов или стык.
При превышении зазоров между стыкуемыми арматурными стержнями применяется промежуточная вставка длиной не менее 80 мм.
Длина выпусков арматурных стержней из бетона должна быть не менее 150 мм при зазорах и не менее 100 мм при применении вставки.
Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение. Закладные изделия опоры необходимо собирать на прихватках. При сборке конструкций запрещается обрезка концов стержней или подготовкаих кромок электрической дугой.
После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать Г ОСТ 10922-75. Отгиб стержней для их соосности проводится нагревом до температуры 600–800 °C.
Прихватка дуговой сваркой в крестообразных соединениях стержней рабочей арматуры согласно ГОСТ 14098-85 при отрицательных температурах запрещается.
На поверхности стержней арматуры не допускаются ожоги дуговой сваркой.
В стыках железобетонных элементов замкнутые хомуты закрепляются вязальной проволокой.
При выполнении ручной или механизированной сварки при температуре до -30 °C необходимо соблюдать ряд правил.
? Сварочный ток должен увеличиваться на 1 % при понижении температуры на каждые 3 °C.
? Необходимо производить предварительный подогрев газовым пламенем стержней арматуры до 200–250 °C на длину 90-150 мм от стыка. Подогрев стержней проводится после закрепления на них инвентарных форм, стальных скоб или круглых накладок без разборки кондукторов временного крепления монтажа.
? Необходимо снижать скорость охлаждения выполненных ванными способами сварки соединений стержней путем обмотки их асбестом. Инвентарные формующие элементы следует снимать после остывания выполненного сварного соединения до 100 °C и ниже.
Контроль качества сварных соединений конструкций проводится методами, приведенными в табл. 3.58.
Таблица 3.58. Контроль качества сварных соединений
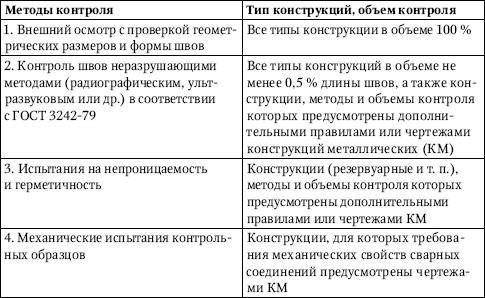

По внешнему виду качество сварных соединений конструкций должно удовлетворять требованиям, приведенным в табл. 3.59.
Таблица 3.59. Внешние показатели качества сварных соединений
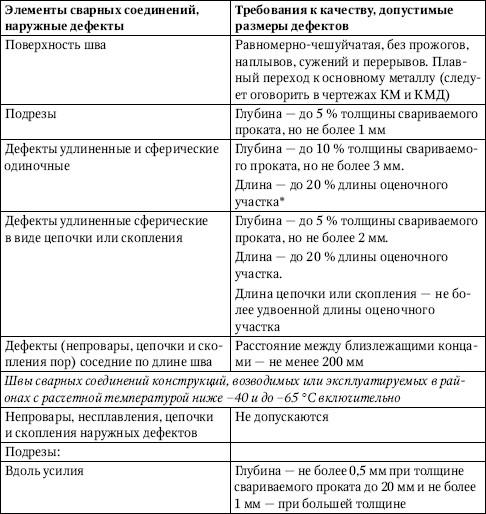

* Здесь и далее длину оценочного участка следует принимать по табл. 3.61.
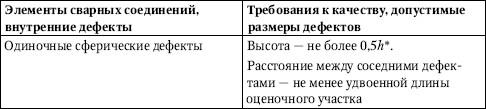
По результатам радиографического контроля швы сварных соединений конструкций должны удовлетворять требованиям, приведенным в табл.3.60 и 3.61.
Таблица 3.60. Параметры радиографического контроля швов сварных соединений

* Значения h и S следует принимать по табл. 3.61.
Таблица 3.61. Допустимые дефекты сварных соединений

Обозначения, принятые в табл. 3.61: h
Примечание. Чувствительность контроля устанавливается по третьему классу согласно ГОСТ 7512-82.
При оценке за высоту дефектов h принимаются следующие размеры их изображений на радиограммах:
? для сферических пор и включений – диаметр;
? для удлиненных пор и включений – ширина.
По результатам ультразвукового контроля швы сварных соединений конструкций должны удовлетворять требованиям, которые приводятся в табл. 3.62.
Таблица 3.62. Параметры ультразвукового контроля швов сварных соединений

Дефектные участки сварных швов удаляются механизированной зачисткой (абразивным инструментом) или механизированной рубкой. Возможен также другой вариант: ручная кислородная резка или воздушно-дуговая поверхностная резка при зачистке поверхности реза абразивным инструментом на глубину 1–2 мм с удалением выступов и наплывов.