Сварочные напряжения и деформации
Сварка вызывает в изделиях появление напряжений, существующих без приложения внешних сил. Напряжения возникают по ряду причин, прежде всего из-за неравномерного распределения температуры при сварке, что затрудняет расширение и сжатие металла при его нагреве и остывании, так как нагретый участок со всех сторон окружен холодным металлом, размеры которого не изменяются. Вследствие структурных превращений участков металла околошовной зоны, нагретых в процессе сварки выше критических точек, в свариваемых конструкциях возникают структурные напряжения. В отличие от напряжений, действующих на конструкцию во время ее эксплуатации и вызываемых внешними силами, эти напряжения называют внутренними (собственными) и остаточными сварочными напряжениями. Если значения сварочных напряжений достигнут предела текучести металла, они вызовут изменение размеров и формы, т. е. деформацию изделия. Деформации могут быть временными и остаточными. Если остаточные деформации достигнут заметной величины, они могут привести к неисправимому браку. Остаточные напряжения могут вызвать не только деформацию сварного изделия, но и его разрушение. Особенно сильно проявляется действие этих напряжений в условиях, способствующих хрупкому разрушению сварного соединения, которое происходит в результате неблагоприятного сочетания концентрации напряжений, температуры и остаточных напряжений. Первые два фактора меньше поддаются изменению, чем остаточные напряжения, поэтому применяют ряд мер по предотвращению и снижению сварочных напряжений и деформаций.
Высокая концентрация теплоты способствует сужению зоны, подвергающейся пластическим деформациям, и уменьшению деформаций конструкций. С этой точки зрения наиболее благоприятной является замена ручной сварки покрытыми электродами автоматической ;или полуавтоматической сваркой под флюсом или в защитных газах. Для обеспечения минимальной деформации сварной конструкции следует накладывать сварные 1швы наименьшего сечения и не допускать их увеличения в процессе изготовления конструкции. Величина и характер сварочных напряжений и остаточных деформаций непосредственно зависит от погонной энергии, определяемой режимом сварки, а также от размера шва или слоя. При прочих равных условиях Х-образная разделка кромок, обеспечивающая симметричное расположение шва, вызывает меньшую деформацию, чем V-образная. Эффективной мерой уменьшения деформаций является применение сварочных материалов, обеспечивающих более высокую прочность металла шва и поэтому позволяющих делать швы меньшего сечения. На величину остаточных напряжений и деформаций оказывает влияние порядок наложения шва по его длине и сечению. Наибольшие остаточные деформации возникают при сварке «напроход». При ручной сварке швы следует выполнять от середины к концам двумя сварщиками. Уменьшает напряжения и деформации обратноступенчатая сварка, сварка каскадом. Эффективной мерой снижения остаточных деформаций является закрепление свариваемых деталей в специальных кондукторах. Для борьбы с деформациями часто применяют предварительный обратный изгиб свариваемых деталей (рис. 40) или определенный порядок сварки (рис. 41, 42).

40. Схема использования при сварке обратных деформаций
а, б — положения свариваемых деталей до и после сварки
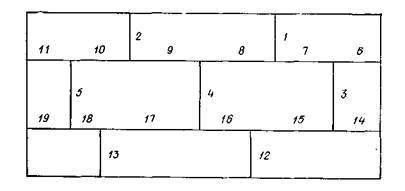
41. Последовательность (1—19) правильного наложения швов при сварке листового настила
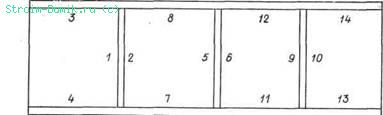
42. Очередность (1 —14) наложения швов при сварке балки двутаврового сечения
При резком охлаждении сварного соединения нагреваемый при сварке участок, в котором возникают пластические деформации, сужается, что приводит к уменьшению остаточных деформаций и напряжений. Предварительный или сопутствующий подогрев уменьшает перепад температур между участками сварного соединения, в результате чего снижаются напряжения.
Существуют также конструктивные меры борьбы со сварочными напряжениями и деформациями. С помощью этих мер стараются получить равномерное по сечению изделия распределение напряжений от рабочей нагрузки и остаточных, а также устранить всевозможные концентраторы напряжений. Для этого сводят до минимума число пересекающихся и сближающихся швов; число швов, образующих замкнутый контур; сокращают скопление швов в изделии; обеспечивают свободные деформации в частях изделия при сварке швов (постановка лишних ребер жесткости или косынок, уменьшающих гибкость изделия, часто приносит вред); применяют по возможности стыковые швы, которые обеспечивают наименьшую концентрацию напряжений.
Если меры по предотвращению образования сварочных напряжений и деформаций оказываются недостаточными, необходимо снять эти напряжения. Для полного снятия напряжений сварные соединения подвергают термической обработке. Снять напряжения можно термопластическим методом, основанным на создании пластических деформаций в зоне шва путем нагрева смежных со швом участков основного металла. Одной из мер снятия сварочных напряжений является расплавление участка перехода от шва к основному металлу неплавящимся электродом в аргоне. При этом нарушается равновесие внутренних сил напряженного поля вследствие перехода части металла в жидкое и пластическое состояния. Сварочные напряжения могут быть сняты почти полностью, если в околошовной зоне создать дополнительные пластические деформации путем проковки шва. Эффективной мерой снятия сварочных напряжений в конструкциях из незакаливающихся сталей является воздействие на сварную конструкцию внешних сил, от которых в ней возникают напряжения, равные пределу текучести металла. Устранить деформации можно с помощью термической правки, когда нагрев производят газокислородным пламенем или электрической дугой неплавящимся электродом, или путем механической правки на прессах или вручную.