2.9. Организация производства штуктурных работ. И труда штукатуров
При выполнении штукатурных работ применяют поточный способ их производства, расчленяя процесс этих работ на отдельные технологические операции, характер и количество которых зависит от вида штукатурки и материала оштукатуриваемых поверхностей.
Поточно-расчлененный метод производства работ обеспечивает повышение производительности труда рабочих, улучшение качества работ и экономию материалов за счет более эффективного использования рабочего времени, средств механизации и материальных ресурсов. При этом методе процесс оштукатуривания, разбитый на отдельные технологические группы операций, выполняют специализированные звенья, входящие в бригаду штукатуров. После выполнения работ на одной захватке звено переходит на другую захватку. Равномерность и непрерывность производства штукатурных работ обеспечиваются одинаковой продолжительностью выполнения простых процессов на каждой захватке. Количество штукатуров в бригаде зависит от объектов и принятых методов штукатурных работ. При больших объемах механизированного оштукатуривания могут использоваться бригады штукатуров из 20 человек (табл. 1.2) и других составов. Распределение выполняемых работ между специализированными звеньями производят в соответствии с числом и разрядом рабочих в звеньях.
Приступая к работе в конкретных условиях, вся бригада в целом занимается подготовительными работами, после чего по мере подготовки фронта работ специализированные звенья постепенно приступают к исполнению закрепленных за ними операций.
Так, исходя из указанного состава звеньев, первое звено обеспечивает нанесение обрызга и грунта на поверхности стен механизированным способом (рис. 2.31).

Рис. 2.31. Схема организации рабочего места штукатуров при нанесении механизированным способом обрызга и грунта: 1 - лотки; 2 - ящик для раствора; 3 — сопло; 4 — шланг; Ш1... Ш4 - рабочие места штукатуров (стрелками показано направление движения рабочих)
При этом штукатуры Ш1 и Ш2 вместе с машинистом штукатурной станции проверяют исправность всех ее систем (сигнализации, растворных стояков, шлангов, сопл, форсунок и др.), прокачивают раствороводы известковым молоком для смазки их стенок с целью предотвращения возможных закупорок товарным раствором и подносят шланг к месту оштукатуривания. После этого штукатур ШЗ подает сигнал о необходимости включения растворонасоса и подачи раствора к соплу. Штукатур НИ направляет струю раствора на поверхность конструкции и, перемещая сопло слева направо, а затем сверху вниз, наносит слой обрызга. Одновременно штукатур ШЗ подает шланг, предоставляя возможность штукатуру НИ свободно перемещаться по фронту работ. По мере нанесения слоя обрызга штукатуры Ш2 и Ш4 полутерком разравнивают образовавшиеся неровности, после чего штукатур НИ огрунтовывает поверхность непрерывными ровными слоями. Штукатур ШЗ при этом переносит шланг так же, как и при нанесении обрызга, а штукатуры Ш2 и Ш4 дюралюминиевым правилом разравнивают и срезают излишки раствора огрунтовки, уплотняя затем ее слой полутерками. При разравнивании штукатурного грунта полутерок перемещают сверху вниз зигзагообразными движениями. Правильность огрунтовки стены проверяют контрольным правилом во всех направлениях. В это время штукатуры НИ и ШЗ оформляют углы: лузги и усенки. После окончания работы штукатуры первого звена очищают инструменты и инвентарь от раствора, промывают шланги и стояки известковым молоком.
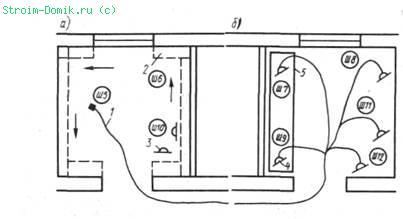
Рис. 2.32. Схема организации рабочего места штукатуров при нанесении (а) и.затирке (б) накрывочного слоя механизированным способом: 1 - удочка; 2 - лотки; 3 — полутерки; 4 — затирочные машины; 5 - столики-подмости; Ш5...Ш12 - рабочие места штукатуров
Механизированное нанесение накрывочного слоя на поверхности стен обеспечивают второе и третье звенья (рис. 2.32). Перед выполнением этой операции штукатур Ш5 проверяет качество прорезки потолочных рустов и обработки участков сопряжения стен и потолков. Штукатуры Ш9, Ш10, Ш11, Ш12 подносят шланги с универсальными удочками, а штукатуры Ш6, Ш7, Ш8 подготавливают к работе агрегат для нанесения накрывки и инструменты. Штукатур Ш5 проверяет исправность шлангов и удочек, промывает их водой и смачивает поверхность стен. После этого Ш5 подает сигнал о включении агрегата, подающего накрывочный раствор, и удочкой наносит его на поверхность оштукатуриваемой конструкции круговыми движениями в направлении слева направо и сверху вниз с таким расчетом, чтобы обеспечить своевременное выравнивание и затирку накрывочного слоя штукатурами Ш6 и Ш10, передвигаемыми полутерки в разных направлениях. Затем штукатуры Ш7, Ш8, Ш9, Ш11, Ш12 устанавливают столики-подмости, подносят затирочные машины со шлангами или кабелями, а штукатур Ш9 затирает затирочно-шлифовальной машиной накрывочный слой; качество затирки контролируют правилом, а штукатуры Ш5, Ш6, Ш10 начисто отделывают углы лузговыми и усеночными правилами (см. рис. 2.26).
Четвертое звено, состоящее из штукатуров Ш13, Ш14, Ш15, выполняет заделку швов между плитами перекрытия, предварительно подготовив свое рабочее место, поднеся к нему: столик-подмости, ящик для раствора, русторезку, направляющую рейку, стоечный рейкодержатель. Процеживают раствор через сито, смачивают водой поверхность стыков между панелями и набрасывают на них раствор обратной стороной штукатурной лопатки. Сокол держат на уровне плеча, непосредственно под обрабатываемым участком потолка. Нанесенный таким образом раствор разравнивают и затирают терками с войлочным основанием круговыми и прямолинейными движениями относительно швов и прорезают рустовкой русты. После завершения работ на заданной захватке члены четвертого звена переносят инструменты, инвентарь и приспособления на следующую захватку для выполнения дальнейших работ по оштукатуриванию стыков панелей.
Отделку проемов осуществляет пятое звено, включающее штукатуров Ш16, Ш17, Ш18, Ш19, Ш20. При этом штукатур Ш20 проверяет качество заделки проконопачиванием дверных и оконных коробок и т.п., а также готовность фронта работ в целом. Установкой направляющих реек и приспособлением с провешиванием поверхностей проемов занимаются штукатуры Ш16 и Ш17. Готовят раствор штукатуры Ш18 и Ш19. Нанесение обрызга и грунта на поверхности оконных или дверных проемов осуществляют штукатуры Ш16, Ш17, Ш18 и Ш19. Малками и полутерками они разравнивают слой грунта по направляющим рейкам, после чего из сокола наносят, выравнивают и затирают терками накрывочный слой.
К современным прогрессивным формам организации комплексной механизации штукатурных работ относят объединение звеньев в штукатурные экипажи, в состав которых кроме рабочих-штукатуров входят машинист и слесари, обслуживающие штукатурные станции, штукатурно-смесительные агрегаты, затирочно-шлифовальные машины и др., а также рабочие по выполнению вспомогательных работ. Штукатурные экипажи работают по годовым, квартальным и месячным графикам, что создает необходимые условия для поддержания равномерного ритма поточного производства штукатурной отделки и достижения эффективного конечного результата. В состав экипажа штукатурной станции могут входить: машинист-оператор V разряда — 1, штукатур V разряда — 1, штукатуры IV разряда — 8, штукатуры III разряда — 7, штукатуры II разряда — 7. Итого 24 человека, рассредоточенных в 4...5 звеньях. Выработка каждого члена такого экипажа в смену может составлять 30 м2 оштукатуренной поверхности, а затраты труда на 1 м2 готовой поверхности — 0,267 чел-ч.
Ряд строительных организаций Минстроя УССР (комбинат "Харьков-жилстрой", трест "Днепрожилстрой" и др.) внедрил выполнение штукатурных работ раздельным способом, который предусматривает два потока с технологическими перерывами между ними. В первом потоке бригада штукатуров, разбитая на звенья, наносит механизированным способом обрызг и грунт, выравнивает нанесенные слои и обрабатывает лузги, усенки, откосы, а также убирает помещения. После этого делается технологический перерыв до полного высыхания и затвердения грунта. Во время перерыва в помещениях заканчивают выполнение санитарно-технических, электротехнических, плотничных и других работ. Затем вторым потоком на высохшие поверхности грунта механизированным способом наносится тонкий накрывочный слой и затирается затирочно-шлифовальными машинами, окончательно отделываются откосы, заделываются места, поврежденные при производстве специализированных работ во время технологического перерыва. Раздельный метод применим, в основном, в случаях, когда имеется отставание в выполнении общестроительных, электромонтажных и других работ, и позволяет повышать на 15...20% производительность труда штукатуров по сравнению с совмещенным поточно-расчлененным методом.