Виды контактных соединений
Существуют различные технологические способы выполнения контактных соединений токоведущих частей электроустановок: электросварка контактным разогревом и угольным электродом, газоэлектрическая, газовая, термитная, контактная стыковая и холодная сварка давлением, пайка, опрессовка, скрутка, стягивание болтами (винтами) и т. д.
Электросварку контактным разогревом применяют для оконцевания, соединения и ответвления алюминиевых проводов сечением до 1000 мм2, а также для соединения алюминиевых жил с медными; сварку контактным разогревом с использованием присадочных материалов – для соединения и оконцевания алюминиевых многопроволочных жил проводов и кабелей сечением до 2000 мм2, электросварку угольным электродом – для соединения алюминиевых шин различных сечений и конфигураций; газоэлектрическую сварку – в основном для соединения алюминиевых и медных жил. Достоинство газоэлектрической сварки состоит в том, что ее выполняют без флюсов, недостаток – относительно громоздкое оборудование плюс использование дорогого газа. По этой причине газоэлектрическую сварку применяют преимущественно для контактного соединения шин из алюминиевых сплавов и медных шин.
Для соединения медных и алюминиевых проводов различных сечений и конфигураций применяется газовая сварка (при этом необходимо громоздкое оборудование).
Термитной сваркой соединяют стальные, медные и алюминиевые провода и шины всех сечений. Наиболее целесообразно ее применение для соединения неизолированных проводов линий электропередач в полевых условиях. Для выполнения термитной сварки необходимо несложное оборудование, технологически она простая, но отличается повышенной пожароопасностью. Еще одно требование – создание специальных условий для хранения термитных патронов и спичек. Термитно-тигельную сварку используют при соединении стальных полос контуров заземления и грозозащитных тросов.
Стыковая контактная сварка применяется при соединении алюминиевых шин с медными.
Холодная сварка давлением применяется при соединении алюминиевых и медных шин средних сечений и однопроволочных проводов сечением до 10 мм2. Для ее выполнения не требуется дополнительных материалов и контактной арматуры.
Соединения алюминиевых и медных проводов любого сечения выполняют пайкой; этот способ не требует сложного оборудования, но трудоемок.
Опрессовка используется для выполнения контактных соединений алюминиевых, сталеалюминиевых и медных изолированных и неизолированных проводов сечением до 1000 мм2 как в кабельных, так и на воздушных линиях. При оконцевании и соединении проводников особо тщательно необходимо подбирать наконечники, гильзы, а также пуансоны и матрицы.
Скручивание проводов и их соединение с помощью соединителей используют на линиях связи.
Использование способа контактного соединения зависит от материалов соединяемых проводников, сечения, формы и напряжения электроустановки, условий монтажа.
Воздушные линии (провода) до 1 кВ в пролетах соединяют скручиванием в овальных трубках, однопроволочные провода допускается соединять скручиванием с последующей пайкой или сваркой внахлестку (сварка встык однопроволочных проводов не допускается).
В петлях провода анкерных опор соединяют анкерными и ответвительными клиновыми зажимами, скручиванием в овальных трубках, плашечными или аппаратными прессуемыми зажимами и сваркой.
Подготовку проводников к контактному соединению проводят в зависимости от способа выполнения соединения. Так, при соединении или оконцевании многопроволочных жил пайкой концы разделывают ступенчато или со скосом под углом 55°, чтобы образовался контакт между трубчатой частью наконечника (гильзы) и проволочками каждого повива. При оконцевании или соединении секторных или сегментных жил специальным инструментом или с помощью пассатижей их скругляют, чтобы жила могла легко войти в полость трубчатой части наконечника или гильзу. Подготовка контактных концов плоских проводников под сварку включает рихтовку и обработку кромок.
Для того чтобы обеспечить металлический контакт между соединяемыми проводниками, их контактные поверхности предварительно очищают от всякого рода пленок, применяя при этом смывание, химическое растворение пленок и механическую очистку; часто эти способы используют совместно. Эффективна механическая очистка в сочетании со смыванием или растворением. Способы очистки поверхностей выбирают в зависимости от материалов контактных элементов, наличия на них защитных металлических покрытий, вида пленок и способа выполнения контактного соединения.
Самый простой способ очистки поверхностей – механический, с помощью стальных щеток и щеток из кардоленты. Контактные поверхности алюминиевых проводников очищают особенно тщательно, нанеся предварительно слой технического вазелина или других защитных смазок для исключения повторного окисления поверхностей соединяемых элементов. Под слоем смазки с помощью специальных щеток внутренние чистят контактные поверхности алюминиевых овальных или трубчатых соединителей. На специализированных заготовительных участках для очистки контактных поверхностей применяют вращающиеся щетки.
Покрытые масляными пленками поверхности предварительно обезжиривают растворителями, а затем очищают механическим способом до металлического блеска.
С целью предотвращения повторного загрязнения соединяемые поверхности защищают. Защиту выбирают в зависимости от способа выполнения контактного соединения, материала контактных элементов и условий эксплуатации соединений. Так, при контактной сварке или пайке поверхности соединяемых элементов защищают от окисления флюсами, а если применяют соединение болтами, опрессовкой или скруткой, то контактными смазками.
Защитные контактные смазки (пасты) должны иметь высокую адгезию, обладать относительно высокой степенью каплепадения, быть химически нейтральными, стабильными во времени и эластичными. В качестве защитных контактных смазок и паст используются конденсаторный вазелин, кварцевазелиновая паста и др. Смазки наносят тонким слоем.
Правильное и качественное выполнение операций по соединению, ответвлению и оконцеванию жил проводов и кабелей определяет надежность эксплуатации внутренней и наружной электропроводок. Эти элементы проводок должны обладать необходимой механической прочностью и малым электрическим сопротивлением, сохраняя эти свойства на все время эксплуатации.
Для устройства электропроводки используются провода и кабели с алюминиевыми и медными жилами. По экономическим соображениям электропроводка, как правило, выполняется проводами и кабелями с алюминиевыми жилами. Однако алюминий имеет свойства, которые мало способствуют надежности соединения. Одно из них – повышенная (по сравнению с медью) текучесть и окисляемость с образованием токонепроводящих пленок. Окись алюминия создает большое переходное сопротивление, приводящее к ухудшению электрического контакта и чрезмерному его нагреванию. Окисная пленка создает трудности при пайке и сварке проводов, так как она имеет температуру плавления 2050 °C, температура же плавления самого алюминия составляет только 660 °C.
Пленку с контактных поверхностей необходимо удалять и принимать меры против вторичного ее возникновения. Для этого применяют кварцевазелиновую или цинковазелиновую пасты, а также смазку ЗЭС.
Медные проводники также покрываются окисной пленкой, но она незначительно влияет на качество контактного соединения и легко удаляется.
К нарушению контакта приводит также большая разница в коэффициенте линейного теплового расширения алюминия по сравнению с другими металлами. Поэтому алюминиевые провода нельзя спрессовывать в медных наконечниках или присоединять к медным контактам аппаратов. Даже при нормальной эксплуатации через некоторое время провода в местах болтовых и винтовых соединений алюминиевых жил следует периодически подтягивать, так как при изменении температуры окружающей среды они могут сильно нагреваться.
При длительной эксплуатации алюминий начинает «течь» из области с большим давлением в соседнюю область, находящуюся под меньшим давлением. Поэтому винтовые и болтовые контактные соединения алюминиевых жил нельзя пережимать.
В особенно неблагоприятных условиях находятся контакты алюминиевых жил с другими металлами в наружных электропроводках. Под влиянием влаги, содержащейся в окружающей среде, на контактных поверхностях появляется водяная пленка со свойствами электролита и в месте соединения образуется так называемая гальваническая пара. Алюминий здесь выступает в качестве отрицательного полюса и «теряет» частицы металла, постепенно разрушается, и разрушается контакт. Особенно неблагоприятны в этом отношении соединения алюминия с медью и латунью. Такие контактные поверхности необходимо защищать от проникновения влаги кварцевазелиновой пастой, смазкой ЗЭС или покрывать их третьим металлом – оловом или припоем типа ПОС.
В процессе эксплуатации винтовые и болтовые сжимы соединений алюминиевых и медных проводов требуют контроля и периодического подтягивания. Однако для электропроводок, например, в дачных домиках этот способ соединения проводников наиболее приемлем, так как он прост и не требует специального инструмента и аппаратуры для соединения проводов.
Конструкция зажима для соединения алюминиевых жил должна обеспечивать следующие свойства:
– постоянство давления на провода при появлении их текучести;
– устройство, предохраняющее провода от растекания из-под контактного винта;
– гальваническое покрытие деталей.
Этим требованиям отвечает зажим, специально разработанный для соединения алюминиевых жил. Пружинная шайба зажима обеспечивает постоянство давления на присоединяемые провода, а упор предохраняет выдавливание провода из-под контактного зажима. В некоторых конструкциях пружинная шайба и упор, ограничивающий растекание, выполняются в виде одной шайбы-звездочки. Собирать зажим необходимо со всеми деталями, так как отсутствие любой из них обязательно приведет к ухудшению контакта.
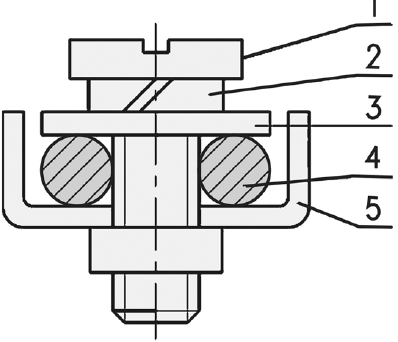
Рис. 30.
1– винт; 2 – пружинная шайба; 3 – шайба или основание контактного зажима; 4 – токоведущая жила; 5 – упор, ограничивающий растекание алюминиевого проводника
Оконцевание алюминиевых жил под винтовой зажим выполняется в виде кольца, для медных жил – в виде кольца и стержня.
Последовательность присоединения алюминиевых жил сечением до 10 мм2:
1) с конца жилы снимают изоляцию на длине, достаточной для выполнения кольца. Нож направляют под углом 10–15° к поверхности провода, чтобы, срезая изоляцию, он скользил по поверхности жилы. Нельзя держать нож перпендикулярно проводу, так как в этом случае можно надрезать и надломить жилу. Для снятия изоляции с проводов сечением до 4 мм2 применяют специальные клещи КСИ;
2) жилу зачищают наждачной или стеклянной бумагой до металлического блеска и смазывают тонким слоем кварцевазелиновой пасты;
3) подготовленный конец жилы загибают круглогубцами в кольцо. Загибать провода следует по часовой стрелке, т. е. по направлению вращения винта. Внутренний диаметр кольца должен быть несколько больше, чем диаметр контактного винта;
4) провод зажимают винтом на пластине контактного вывода, ввертывая его в нарезанное отверстие или затягивая гайкой.
Гибкие медные жилы сечением 1–2,5 мм2 оконцовывают в виде кольца с последующей полудкой в следующем порядке. С провода снимают примерно 25–30 мм изоляции, зачищают жилы наждачной бумагой до металлического блеска, скручивают проволочки в стержень, загибают в кольцо, покрывают кольцо канифолью или ее раствором в спирте, затем окунают на 1?2 с в расплавленный припой ПОС-40. После остывания провод изолируют до кольца.
Многопроволочную медную токоведущую жилу сечением 1,0–2,5 мм2 в некоторых видах соединений оконцовывают в виде стержня с полудкой припоем ПОС-40.
Контактные зажимы штепсельных розеток до 10 А и выключателей от 4 А и выше допускают присоединения медных и алюминиевых проводов сечением от 1 до 2,5 мм2, а для выключателей 1 А – только медных жил проводов сечением от 0,5 до 1 мм2.
Присоединение алюминиевых проводов в зажиме обязательно выполняется с оконцеванием в виде колечка, медных – в виде колечка и стержнем. Колечко алюминиевого провода перед вводом в контакт зачищают и смазывают кварцевазелиновой или цинковазелиновой пастой. В штепсельных розетках до 10 А к одному контакту можно присоединить не более двух медных или алюминиевых проводов сечением до 4 мм2.
Соединение алюминиевых или медных проводов электропроводки с медными проводами осветительной арматуры выполняется с помощью специальной зажимной колодки. Провода зажимаются между пластинами, имеющими насечки и отверстия с резьбой для зажимных винтов. На винты должны быть надеты пружинящие разрезные шайбы.
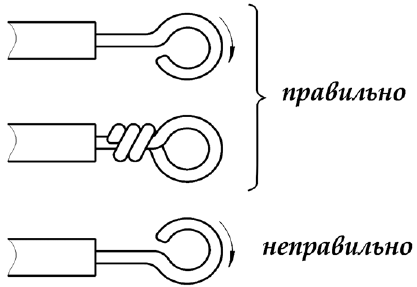
Рис. 31.
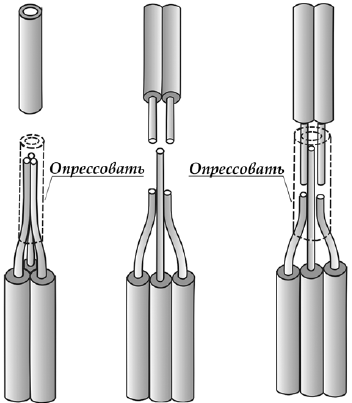
Рис. 32.
а– односторонняя опрессовка; б – двухсторонняя опрессовка
В светильниках патроны для ламп накаливания имеют контактные зажимы под кольцо, а также втычного типа для присоединения прямых концов медных жил проводов. Присоединяя провода, необходимо помнить, что центральный контакт патрона подключается к фазному проводу, а контакт, присоединенный к гильзе цоколя, – к нулевому.
Провода, выходящие из патрона, рекомендуется дополнительно изолировать ПВХ-трубкой.
Широкое распространение получил способ соединения и оконцевания алюминиевых и медных проводов и кабелей опрессовкой, которая обеспечивает надежный электрический контакт и необходимую механическую прочность, кроме того, проста в исполнении. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов. Для соединения жил проводов и кабелей служат гильзы, для оконцевания – наконечники.
Технологический порядок опрессовки алюминиевых жил в соединительных гильзах и оконцевание кабельными наконечниками:
1) в зависимости от сечения токоведущих жил проводов и кабелей подбирают тип и размеры соединительных гильз и кабельных наконечников. Для опрессовки жил сечением от 2,5 до 10 мм2 используют соединительные алюминиевые гильзы типа ГАО; для сечений более 10 мм2 – соединительные гильзы типа ГА. Оконцевание жил и кабелей производят с помощью трубчатых алюминиевых наконечников типа ТА или медноалюминиевых типа ТАМ;
2) подбирают матрицы и пуансоны в соответствии с типоразмерами соединительных гильз и наконечников;
3) проверяют наличие в гильзах и наконечниках заводской смазки. При отсутствии смазки гильзы и наконечники зачищают металлическим «ершиком» и смазывают защитной кварцевазелиновой или цинковазелиновой пастой;
4) снимают с концов жил изоляцию: при оконцевании – на длине, равной длине трубчатой части наконечника, при соединении – на длине, равной половине гильзы;
5) зачищают концы токоведущих жил наждачной бумагой или щеткой из кордоленты до металлического блеска, протирают тканью, смоченной в бензине, и сразу же покрывают кварцевазелиновой пастой;
6) надевают на подготовленные и спрессованные жилы наконечник или гильзу. При оконцевании жилу вводят в наконечник до упора, при соединении – так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы;
7) устанавливают трубчатую часть наконечника или гильзы в матрицу и опрессовывают;
8) обработав острые края гильз, соединение изолируют.
Не разрешается на алюминиевую жилу напрессовывать медный наконечник, так как соединение будет непрочным из-за большой разности коэффициента линейного теплового расширения у меди и алюминия.
Порядок опрессовки медных жил и кабелей:
с много– и однопроволочных проводов снимают изоляцию на длине 20–25 мм, укладывают соединяемые жилы параллельно, не скручивая их между собой. Затем обворачивают их двумя слоями медной или латунной фольги толщиной 0,2 мм и шириной 18–20 мм и обжимают место соединения пресс-клещами.
Опрессовку одно– и многопроволочных жил сечением 4 мм2 и более выполняют в медных трубчатых наконечниках типа Т или в соединительных медных гильзах типа ГМ. Все операции выполняют в такой же последовательности, как и для алюминиевых проводов и кабелей, за исключением наложения кварцевазелиновой и цинковазелиновой пасты.
Запрещается производить опрессовку при помощи молотка и зубила.
Пайкой и сваркой соединяют и ответвляют провода в тех случаях, когда нельзя применить все остальные – опрессовку, винтовые сжимы и сварку. Требования к пайке те же: она должна обеспечивать надежность электрического контакта и необходимую прочность.
Для получения качественной пайки необходимо, во-первых, правильно выбрать припой, во-вторых, удалить пленку окиси соединяемых контактных поверхностей. При соединении медных жил пленка окиси удаляется перед пайкой, при соединении алюминиевых жил – в процессе пайки.
Пайка создает хороший электрический контакт, но это соединение непрочное, поэтому провода перед пайкой надо скручивать.
Пайку медных жил сечением 1,0-10 мм2 производят паяльником. Для пайки применяют мягкие оловянисто-свинцовые припои марки ПОС.
При пайке медных жил окись удаляется путем зачистки поверхностей наждачной бумагой или напильником. В качестве флюса применяется канифоль или ее раствор в спирте (соотношение частей 1:1), а также паяльный жир.
Не рекомендуется при пайке медных жил применять в качестве флюса травленую соляную кислоту или нашатырь, так как они разрушающе действуют не только на пленку окиси, но и на саму медную жилу.
Температура разогрева места пайки должна быть на 30–50 °C выше температуры плавления припоя и флюса. Низкая температура дает так называемую холодную пайку, имеющую малую механическую прочность и создающую ненадежный электрический контакт.
Для предупреждения повреждений изоляции участок жилы длиной 2–3 мм до среза изоляции не облуживается.
В процессе пайки пленка окиси с поверхности соединяемых жил удаляется механически (под слоем расплавляемого припоя) или химически (путем применения специальных флюсов). При определенной температуре они разрушают пленку окиси. В этом и состоит особенность пайки и сварки алюминиевых жил.
По окончании пайки остатки флюса должны быть тщательно удалены, так как они могут вызвать разрушение контакта.
Паять соединения алюминиевых жил в условиях влажного воздуха не рекомендуется из-за возможной коррозии. От воздействия влаги места пайки предохраняют защитными покровами.
Пайка однопроволочных жил сечением 2,5-10 мм2 может быть выполнена припоем А с помощью паяльника, другими припоями (ЦО-12, ЦА-15) с помощью бензиновой паяльной лампы. Припой А устойчив против коррозии, удобен при пайке и облуживании жил. Окисная пленка алюминия разрушается механическим путем, когда палочкой припоя натирают провод, поэтому флюс при пайке не нужен.
Соединение и ответвление медных жил сечением до 6 мм2 (рис. 33) выполняется пропаянной скруткой. Скрутка с последующей пропайкой является способом соединения и ответвления однопроволочных медных и многопроволочных проводов марок ПР, ПВ, ПРВД, ПРД сечением 1,5?6 мм2 в открытых электропроводках на роликах и изоляторах. Этот способ соединения и ответвления применяют также в электропроводках, выполняемых плоскими проводами ППВ и другими, когда ответвительные коробки не имеют вкладышей с контактными зажимами, а также в некоторых других случаях. Например, при соединении медного провода ответвления от воздушной линии сечением 4?6 мм2 с медными проводами ввода сечением 2,5 мм2.
Прост по исполнению способ соединения проводов скруткой, но он требует последующей пропайки соединения, так как даже качественно выполненная скрутка имеет переходное контактное сопротивление в несколько раз выше, чем при других способах соединения – опрессовке, пайке, сварке, болтовом или винтовом соединении.
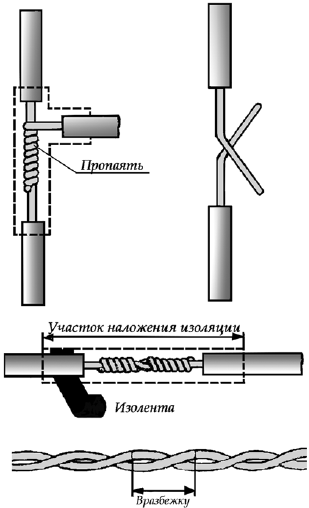
Рис. 33.
При скрутке провода имеют мало контактных точек и при протекании через соединение тока контакт может перегреваться, что иногда бывает причиной пожара. По этой причине соединение скруткой без пропайки не допускается.
Технология соединения и ответвления медных проводов заключается в следующем. Для соединения 2-х кусков провода необходимо плотно скрутить проволочки токопроводящих жил, чтобы они не раскручивались, и скрестить провода. Концом левого провода делают 8-10 оборотов вокруг правого, а концом правого делают 8-10 оборотов вокруг левого провода, но в другом направлении. Места соединения скруткой должны быть длиною не менее 10–15 диаметров соединительных жил. Соединение обжимают плоскогубцами и пропаивают припоем ПОС-30 или ПОС-40. Пропаянную скрутку изолируют на всю длину соединения с обязательным захватом незащищенной изоляции провода. Соединение между собой двух скрученных проводов выполняют вразбежку.
При пайке однопроволочных алюминиевых жил сечением 2,5-10 мм2 соединение и ответвление производят в виде двойной скрутки с желобком (рис. 34). С жил снимают изоляцию, зачищают до металлического блеска наждачной бумагой или кордовой лентой, соединяют внахлестку двойной скруткой с образованием желобка в месте касания жил.
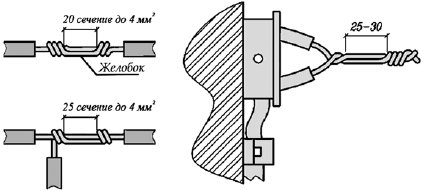
Рис. 34.
Соединение нагревают паяльной лампой или паяльником до температуры начала плавления припоя. Палочкой припоя А с усилием потирают с одной стороны. В результате трения пленка окиси сдирается и желобок начинает облуживаться и заполняться припоем. Аналогично облуживают жилы и заполняют припоем желобок с другой стороны. Одновременно облуживают внешние поверхности и места скрутки жил. После остывания место соединения изолируют.
Сварка применяется для оконцевания и соединения токоведущих жил проводов и кабелей всех сечений и для алюминиевых жил с медными при сечении жил не более 10 мм2. Этот способ соединения требует применения специальных флюсов, сварочных аппаратов и другого специального оборудования.