Техника резки
На поверхности разрезаемого металла могут быть грязь, краска, окалина и ржавчина, поэтому она должна быть хорошо очищена. Для удаления окалины, краски и масла достаточно медленно провести пламенем горелки или резака по поверхности металла вдоль намеченной линии разреза. При этом краска и масло выгорают, а окалина отстает от металла. Затем поверхность металла зачищают металлической щеткой.
Процесс резки начинают с нагревания металла. Подогревающее пламя резака направляют на край разрезаемого металла и нагревают до температуры воспламенения его в кислороде, практически составляющей температуру плавления. Затем пускают струю режущего кислорода и перемещают резак вдоль линии разреза.
В процессе резки кислород сжигает верхние нагретые слои металла. Теплота, выделяющаяся при сгорании, нагревает нижележащие слои металла до температуры воспламенения и поддерживает непрерывность процесса резки.
При резке листового материала толщиной до 30 мм мундштук резака устанавливают вначале под углом 5° к поверхности, а затем – под углом 20–30° в сторону, обратную движению резака. Это ускоряет процесс разогрева металла и повышает производительность процесса резки.
Резку металла большой толщины выполняют следующим образом: мундштук резака вначале устанавливают перпендикулярно поверхности разрезаемого металла – так, чтобы струя подогревающего пламени, а затем и режущего кислорода, располагалась вдоль вертикальной грани разрезаемого металла. После прогрева металла до температуры воспламенения пускают струю режущего кислорода. Перемещение резака вдоль линии резания начинают после того, как в начале этой линии металл будет прорезан на всю его толщину. Чтобы не допустить отставания резки в нижних слоях металла, в конце процесса следует постепенно замедлить скорость перемещения резака и увеличивать наклон мундштука резака до 10–15° в сторону, обратную его движению.
Рекомендуется начинать процесс резки с нижней кромки. Предварительный подогрев до 300–400 °C позволяет производить резку повышенной скоростью. Скорость перемещения резака должна соответствовать скорости горения металла. Если скорость перемещения резака установлена правильно, то поток искр и шлака вылетает из разреза прямо вниз, а кромки получаются чистыми, без натеков и подплавлений. При большой скорости перемещения резака поток искр отстает от него, металл в нижней кромке не успевает сгореть и сквозное прорезание прекращается. При малой скорости сноп искр опережает резак, кромки разреза оплавляются и покрываются натеками.
Давление режущего кислорода устанавливают в зависимости от толщины разрезаемого металла и чистоты кислорода. Чем выше чистота кислорода, тем меньше его давление и расход. Ширина и чистота разреза зависят от способа резки и толщины разрезаемого металла.
Машинная резка дает более чистые кромки и меньшую ширину разреза, чем ручная резка. Чем больше толщина металла, тем больше ширина разреза. Процесс резки вызывает изменение структуры, химического состава и механических свойств металла.
При резке низкоуглеродистой стали тепловое влияние процесса на ее структуру незначительно. Наряду с участками перлита появляется неравновесная составляющая сорбита, что даже несколько улучшает механические качества металла. Механические свойства низкоуглеродистой стали при резке почти не изменяются.
В процессе резки стали, имеющей повышенное содержание углерода и легирующие примеси, кроме сорбита образуются троостит и даже мартенсит. При этом сильно повышаются твердость и хрупкость стали и ухудшается обрабатываемость кромок разреза. Возможно образование холодных трещин.
Изменение химического состава стали проявляется в образовании обезуглероженного слоя металла непосредственно на поверхности резания. Это происходит в результате выгорания углерода под воздействием струи режущего кислорода. Несколько глубже находится участок с большим содержанием углерода, чем у исходного металла. Затем, по мере удаления от разреза, содержание углерода уменьшается до исходного. Также происходит выгорание легирующих элементов стали. Стали с повышенным содержанием углерода, марганца, хрома и молибдена закаливаются, становятся более твердыми и дают трещины в зоне резания.
Нержавеющие хромистые и хромоникелевые стали, чугун, цветные металлы и их сплавы не поддаются обычной кислородной резке, так как не удовлетворяют указанным выше условиям. Для этих металлов применяют кислородно-флюсовую резку, сущность которой заключается в следующем. В зону резания с помощью специальной аппаратуры непрерывно подается порошкообразный флюс, при сгорании которого выделяется дополнительная теплота и повышается температура места разреза. Кроме того, продукты сгорания флюса реагируют с тугоплавкими оксидами и дают жидкотекучие шлаки, легко вытекающие из места разреза. В качестве флюса используется мелкогранулированный железный порошок марки ПЖ–5М.
При резке хромистых и хромоникелевых сталей во флюс добавляют 25–50 % окалины; при резке чугуна добавляют около 35 % доменного феррофосфора; при резке меди и ее сплавов применяют флюс, состоящий из смеси железного и алюминиевого порошка (15–20 %) с феррофосфором (10–15 %).
Резку производят установкой типа УРХС–5, состоящей из флюсопитателя и резака. Установка используется для ручной и машинной кислородно-флюсовой резки высоколегированных хромистых и хромоникелевых марок сталей толщиной до 200 мм при скорости резания 230–760 мм/мин. На 1 м разреза расходуется кислорода 0,20–2,75 м3, ацетилена – 0,017–0,130 м3 и флюса – 0,2–1,3 кг.
При кислородно-флюсовой резке некоторая часть теплоты подогревающего пламени уходит на нагревание флюса. Поэтому мощность пламени берется на 15–25 % выше, чем при обычной резке. Пламя должно быть нормальным или с некоторым избытком ацетилена. Расстояние от торца мундштука резака до поверхности разрезаемого металла устанавливается в пределах 15–20 мм. При малом расстоянии частицы флюса отражаются от поверхности металла и, попадая в сопло резака, вызывают хлопки и обратные удары. Кроме того, наблюдается перегрев мундштука, приводящий к нарушению процесса резки. Угол наклона мундштука резака должен быть в пределах 0–10° в сторону, обратную направлению резки. Хорошие результаты дает предварительный подогрев.
Хромистые и хромоникелевые стали требуют подогрева до 300–400 °C, а сплавы меди – до 200–350 °C. Скорость резки зависит от свойств металла и его толщины. Чугун толщиной 50 мм режут со скоростью 70–100 мм/мин. При этом на 1 м разреза расходуется 2–4 м3 кислорода, 0,16–0,25 м3 ацетилена и 3,5–6 кг флюса.
Примерно такие же данные получают при резке сплавов меди. При резке хромистых и хромоникелевых сталей расход всех материалов снижается почти в 3 раза.
Резку кислородным копьем (рис. 81) выполняют тонкостенной стальной трубкой с наружным диаметром 20–35 мм. Трубку присоединяют к рукоятке с вентилем для кислорода и по ней подают кислород к месту реза. До начала резки конец трубки нагревают газовой горелкой или электрической дугой до температуры воспламенения. Кислородное копье горящим концом с усилием прижимают к изделию (металл, бетон, железобетон) и прожигают отверстие. Образуемые шлаки давлением кислорода выносятся наружу, в зазор между копьем и стенкой прожигаемого отверстия.
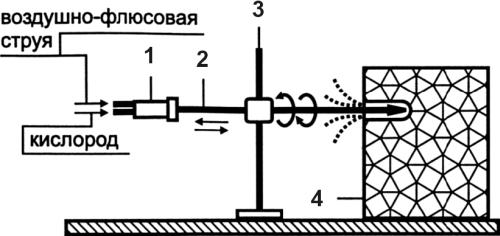
Рис. 81.
Схема прожигания отверстия в бетоне кислородным копьем:
1 – держатель копья; 2 – копье; 3 – защитный экран; 4 – бетон